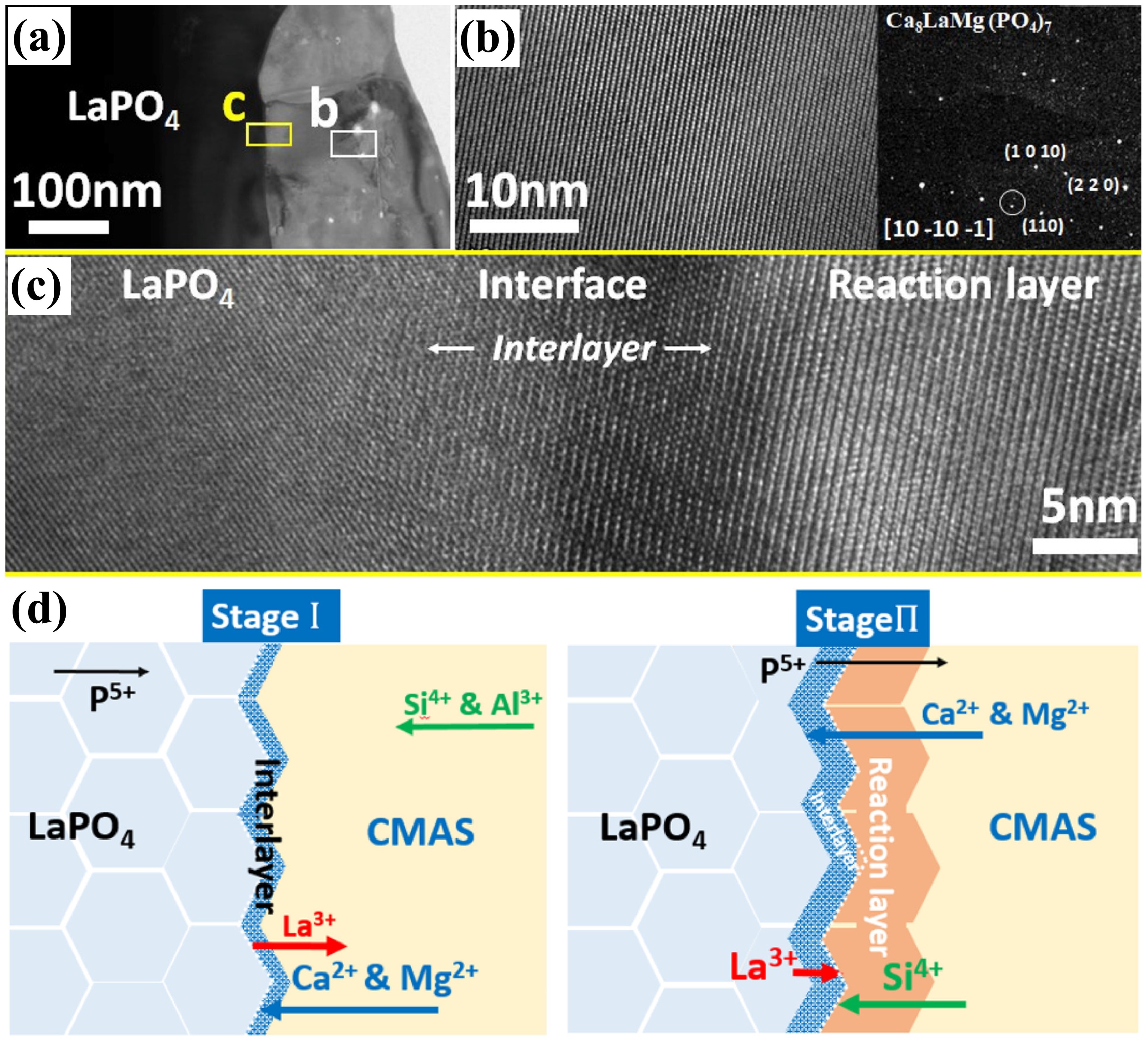
Fig. 25. (a) Bright-field TEM image of LaPO4 and its reaction layer with CMAS after CMAS attack at 1250 ℃ for 5min, (b) HRTEM image of the reaction layer in (a), with an inset image of the diffraction pattern of the reaction layer, (c) HRTEM image of interlayer, and (d) schematic of the transport mechanisms associated with the formation of a transient interlayer and reaction layer across the LaPO4-CMAS interface when exposed to CMAS attack at 1250 ℃. Reproduced with permission from Ref. [87], © Author(s) 2024.
Other figure/table from this article